The need to move, convey, and feed products exist in virtually all industries. Whether a sophisticated food processing plant or a simple packaging line, a product needs to move from one area to the next. To select the ideal conveyor for each situation, you should take into account a wide variety of factors from costs to performance issues.
Two Types of Vibrating Conveyors
There are two main types of vibrating conveying systems:
- True natural frequency conveyors with mechanical drives;
- Electromagnetic conveyors with electromagnetic drives.
Work Principle
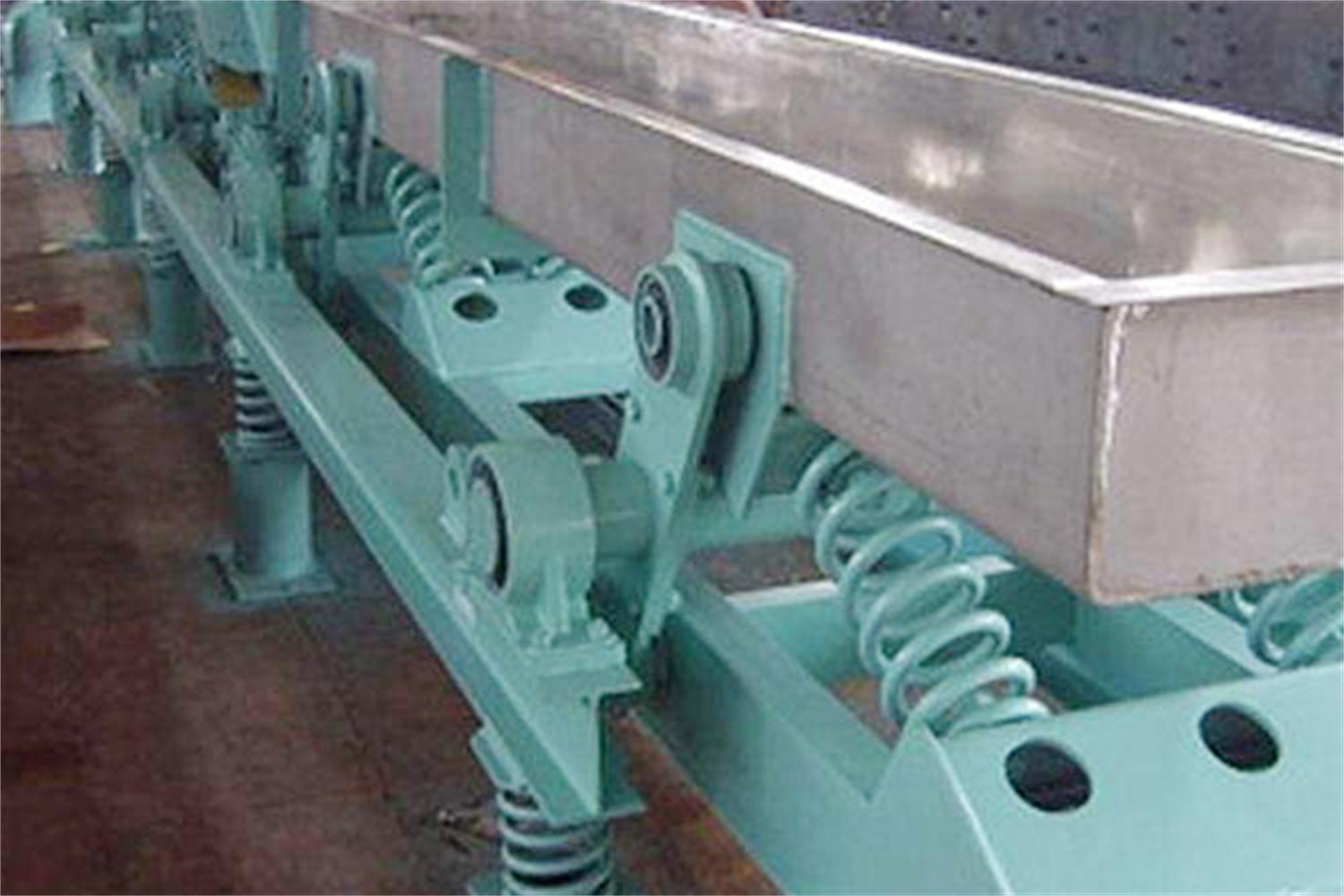
Both use frame-mounted drives and spring arm assemblies to distribute energy to the conveyor bed, producing a diagonal, harmonic motion that moves the product forward.
- Mechanical Drives: These shakers utilize simple out-of-balance motors which produce a high amplitude, low-frequency movement to effortlessly move product between conveyors or optical sorters.
- Electromagnetic Drives: Electromagnetic shakers allow lower conveying pan amplitudes at higher frequencies to be varied, which makes them ideal for lines that handle a wide variety of products or lines that require precise metering.
7 Functions of Vibrating Conveyor
Vibrating conveyors can perform many functions while they feed, collect and transfer your product, such as sizing, grading, de-watering, de-oiling, washing, drying, cooling, spreading, aligning, and elevating. There are specific applications that do particularly well with vibratory conveyors:
Functions 1#: De-watering
Vibrating conveyors are ideal for de-watering, as the vibration releases the bond between surface moisture and product. This can add efficiency to a line, as well as provide the product to an optical sorter free of excessive water. Furthermore, the water can be easily collected from a vibratory shaker, which allows a processor to recycle it.
Application: De-watering conveyors are ideal for a wide variety of potato products and produce such as green beans, carrots, leafy greens, and some fruits such as strawberries and blueberries.
Functions 2#: Product Distribution
Vibratory conveyors work well for product distribution on processing lines and packaging lines because gates can be easily opened and closed to divert products to multiple points.
Functions 3#: Grading
Depending on the product, vibrating conveyors can work effectively for sizing. A multi-deck shaker is fitted with screens that allow products of a particular size, or green bean stems, to drop to the lower level. An operator can quickly swap the screen to change the size. If the product is prone to blinding, another type of vibrating conveyor – a diverging bar grader – may be ideal.
Functions 4#: Leafy greens conveyed
Leafy greens are conveyed more effectively with vibratory shakers than with horizontal motion shakers because the product actually absorbs the energy of the shaker so the slight vertical lift of the vibrating conveyor helps move the product forward.
Functions 5#: Adjustable speed control
For hand-sorting wine grapes and a wide range of other products, vibrating conveyors offer an adjustable speed control to display the product evenly for a thorough inspection.
Functions 6#: Fines removal
Fines removal is handled well with either a vibrating conveyor or rotary-style sliver sizer remover.
Functions 7#: Metering
Electromagnetic shakers that start and stop quickly are often ideal for scale feed applications where accurate metering to scales greatly enhances scale and bagger performance. Vibrating conveyors with mechanical drives and horizontal motion conveyors can also be used effectively in many scale feed applications, depending on the product.
Three specifications and selection criteria
Vibrating material handling equipment encompasses many machines and applications. This poses an issue when specifying one for use, as the available options and variations can be daunting.
Here will provide some useful specifications that can be brought to that will help determine a good vibrating conveyor choice.
Load capacity & pieces per minute
Understand what the conveyor will move, how much of it must be moved, and at what speed to specify the desired load capacity and pieces per minute. These values will give your supplier a good idea of the general size, shape, and duty rating of the right conveyor. If you are unsure of these values, your supplier can help determine the right capacity and speed for your given application.
Trough length and vibrational frequency
Determine the span that the aggregate must traverse, how wide it should be, and how much vibration it will take to move the material. For example, if boulders are being conveyed a long distance, it will naturally require a wider trough and a larger drive. These ideas will further inform what kind of vibrating conveyor will be best suited and can determine the right drive and power requirements needed for your project.
Control & special considerations
These conveyors are typically low maintenance and passive, but control can be added if these conveyors will be a part of a larger control system. If control is not needed, there are many passive options that are proven to be effective. Also, determine any special requirements such as hazard protection, containment/sterile components, and/or foundational damping. These considerations, along with any others that are important, should be given to your supplier to help them help you find the best options.
Factors to Consider When Purchasing a Vibrating Conveyor
In addition to cost, the pros and cons of each vibratory conveyor type and the specific applications that a particular type of vibrating conveyor excels at should also be considered. The merits of each vibrating conveyor must be judged on a specific product basis.
Read More: Vibrating feeder